PVC CPVC туфрак экструзия торбасы
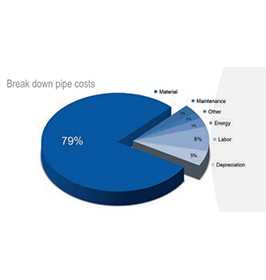
Чыгымнарны экономияләү
1. Туры өстәмә - CaCO3
2. Дивар белән идарә итү берәмлекләре (сканерлар)
3. Автоматик җылылык үзәге (ATC)
4. Гравиметрик системалар (RGS)
SUPX туры кушылу - RDA
RDA pvc порошогына материал өстәү төгәл һәм эзлекле эшләнер дип ышандыра.RDA агрегаты экструдерга сәнәгать мохитендә материалларны эшкәртү өчен каты доза өчен куелган.Caгары күләмдә CaCO3 сегрегация проблемасысыз өстәлергә мөмкин. Кушымчалар өчен берничә доза берәмлеге җитештерү өчен оптималь сыгылучылык урнаштырыла ала.
RDA системаларының өстенлекләре
Транспорт вакытында CaCO3 һәм PVC сегрегациясе юк.
• Тигез торба.
• Энергияне экономияләү.
• Экструзия линиясенең сыгылмалылыгын арттыру (нигез формулировкасы).
• Кушымчаларның гравиметрик кушылуы.
• Түбән кире кагу ставкаларында югары нәтиҗәләр.
Дивар белән идарә итү берәмлекләре - сканерлар
Productionитештерү вакытында торбаның үлчәмнәрен контрольдә тоту торбаны өстенлекле спецификацияләрдә тоту өчен мөһим фактор. Сканерлар торба стенасының калынлыгын һәм диаметрын үлчәя ала.Төрле үзенчәлекләре булган сканерлар диапазоны 10-1600 мм (1/2 "- 60") диаметрдан тора.
Безнең Сканерларның өстенлекләре:
• Диварның калынлыгы һәм диаметрын өзлексез үлчәү
• Дивар калынлыгын минималь контрольдә тоту (артык авырлыкны киметү)
Автоматик җылылык үзәге - ATC
ATC стенаның калынлыгын бүлүне контрольдә тотарга мөмкинлек бирә.АТС дивар калынлыгындагы аермаларны көйли ала һәм шулай итеп җитештерү линиясен эшләтеп җибәрү вакытын, торбаның артык авырлыгын һәм материал кисәкләрен киметә ала.
Гравиметрик система - RGS
RGS-ның төп өлеше - үлчәү хопперы.Тотылганнан соң, материал үлчәү хопперыннан экструдерга агыла. Вакыт берәмлегенә авырлыкның югалуы экструдерның материаль кабул итүенә тигез.Алынган экструдер чыгышы билгеләнгән белешмә кыйммәте белән чагыштырыла һәм контроль система экструдер винт тизлеген (яки доза тизлеген) көйләячәк, чыгаруны кирәкле дәрәҗәгә китерә.Бу контроль чималның күпчелек тыгызлыгында үзгәрүләргә карамастан, экструдер чыгаруны тотрыклы итә.
Чыгыш контроле урынына, чыгу сигналын йөртү тизлеген контрольдә тоту өчен дә кулланырга мөмкин.Бу очракта торбаның авырлыгы даими дәрәҗәдә саклана.Сызык УЗИ сканерын үз эченә алгач, үлчәнгән чыганак УЗИ үлчәвенең автоматик калибрлануы өчен кулланыла.Бу кул белән калибрлау процедураларын күп вакыт таләп итә.
Процесс белән идарә итү системасы - PCS II
PCS II үзе контроль система, ул а белән кушылырга мөмкинсканер, ATC, RDA, һәм RGS.Сканер төре, ATC һәмгравиметрик система экструзия сызыгына бәйле.
Безнең чыгымнарны экономияләү чишелешләренең өстенлекләре
• Инвестициянең искиткеч кереме
• Башлау вакытын һәм сыныкларын киметү
• Экструзия линиясен контрольдә тоту өчен кулланучының дустанә интерфейсы
• Артык авырлыкны киметү
• булган җиһазларда кулланырга мөмкин.